РЬ ПјАэДТ РЯКЛ ЁЖяГбЈњоэоаќтњЁЗђМПЁМ ЙјПЊ РќРчЧб АЭРдДЯДй.ОЫЗчЙЬДНАш РќМБПыЧи СЂМгАјЙ§ АГЙпУђПьКЮРќЗТПЁМДТ 1975ГтДыБюСі ACSR(Aluminum Cable Steel Reinforced : АНЩ ОЫЗчЙЬДН РќМБ)АшРЧ РќМБ ТїДмЙцЙ§РК РЯЙнРћРИЗЮ РќМБ ЛѓШЃИІ ОаУрЧќ ХЌЗЅЧСЗЮ ОаУрЧЯДТ ЙцЙ§РЛ РЬПыЧи ПдДй. БзЗЏГЊ ДчЧи СЂМгЙ§РК РќМБАњ ХЌЗЅЧСРЧ АшИщ АцГтПШЗЮ РЮЧи СЂМгКЮРЧ РќБтРњЧзРЬ СѕАЁЕЧАэ БЙКЮРћРЮ АњПРЛ ЙпЛ§Чв ПАЗСАЁ РжДй. ЖЧ РќМБРЛ ПђФбСуДТ МКДЩРЬ РњЧЯЕШДйДТ ПьЗС ЖЇЙЎПЁ РќОаУрЧќ ТїДм ХЌЗЅЧСПЁ СЄБтРћ АњПСЁАЫРЛ НЧНУЧЯДТ Ею КИМіАќИЎПЁ АэНЩЧи ПТ АцРЇПЁ РжДй.ЕћЖѓМ РњРкЕщРК ПШОаУр ХЌЗЅЧСИІ УЖАХЧЯАэ, АцАЃ УјРЧ РќМБАњ СЁЧСМБРЛ ПыЧиЧи ДйНУ РРАэНУФб СЂМгЧбДйАэ ЧЯДТ ЖйОюГ ЧіСі КИМіЙцЙ§РЛ АГЙпЧпДй. ОЦПяЗЏ ДчЧи ПыЧиСЂМгКЮПЁ РхЗТРЬ АЁЧиСіСі ОЪЕЕЗЯ СЂМгКЮРЧ АцАЃ Уј РќМБРЛ Оч НћБт ХЌЗЅЧСЗЮ ПђФбСуДТ ЙцЙ§РЛ АГЙпЧпДй(РЬЧЯ ПыЧиСЂМгАјЙ§РЬЖѓ Чд).РЬ АјЙ§РК 1997ГтЕЕ РЬШФ ИЙРК ЧіРхПЁ УЄПыЕЧОю Бз РЏШПМКРЬ НЧСѕЕЦБт ЖЇЙЎПЁ РЬЧЯПЁ Бз АГПфИІ КИАэЧбДй.
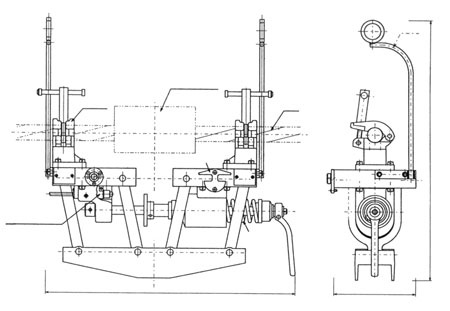
 ПыЧиСЂМгРЧ АГПф1. ПыЧиСЂМгРЧ ППјУЖХО РЇРЧ НУАјМКРЛ АэЗСЧи ЁЎМвЧќ, АцЗЎ, ОШРќ, ЙЋРќПј ЕюЁЏРЧ АќСЁПЁМ ПыЧиППјРИЗЮМ ХзИЃЙд(Thermit) ЙнРРПЁ ТјИёЧи РќМБСЂМгПЁ УжРћРЮ ЙпПСІИІ ЙпАпЧЯАэ Бз ЙнРРПРЛ РЬПыЧпДй.ХзИЃЙд ЙнРРРЬЖѕ, ЙЬММЧб АЁЗчИ№ОчРЧ БнМгАњ БнМгЛъШЙАРЛ ШЅЧеЧб АЭПЁ ЙнРР АГНУПРЛ СжОњРЛ ЖЇ АЗФЧб ЙпПРЛ МіЙнЧб ПЌМтРћРЮ ЛъШШЏПјЙнРРРЬ РЯОюГЊДТ АЭРЛ АЁИЎХАИч, РЯЙнРћРЮ АЭРИЗЮДТ УЖЕЕЗЙРЯПЁМРЧ ЧіСіПыСЂБтМњЗЮ ОЫЗССЎ РжДй.2. ЙнРРПыБт Йз ПыЧиСЂМгФЁБИРЧ БИСЖПыЧиСЂМгРЛ АЃЦэЧЯАэ РЯСЄЧб ЧАСњЗЮ НЧЧіЧЯБт РЇЧи <БзИВ1>ПЁ ГЊХИГН ЙнРРПыБт(ГЛШПыБт)ИІ АГЙпЧпДй. ЙнРРПыБтДТ Оч ГЁПЁ РќМБ Л№РдПы БИИлРЛ МГФЁЧб ПјХыБИСЖРЬИч, ХзИЃЙд ЙнРРРЛ РЯРИХАДТ ЙпПСІ, Хы И№ОчРЧ УЖЦЧ, ХыУМ(ММЖѓЙЭМЖРЏСІ), ОЫЗчЙЬДН ПјСжЗЮ БИМКЕШДй. ЙнРРПыБтРЧ ЧќЛѓЁЄФЁМі, ЙпПСІРЧ Оч, РЬЧќСІРЧ РчСњ ЕюРК ЧіСіПЁМ АЁРх РћЧеЧб СЂМгСЖАЧРЛ АЎУт Мі РжЕЕЗЯ АГЙпЧпДй.ЙнРРПыБтРЧ ХЉБтДТ Їj90ЇЎ(ПмАц)ЁП150ЇЎ(БцРЬ)РЬАэ, ЙЋАдДТ Ор 1.2ЇИРЬДй.(ACSR 410ЇБСЂМгПы)ЖЧ ПыЧиСЂМг НУ РќМБКИСі ЕюРЛ ИёРћРИЗЮ, <БзИВ2>ПЁ ГЊХИГН ПыЧиСЂМгФЁБИИІ ЧдВВ АГЙпЧпДй. ПыЧиСЂМгРЧ АГПф1. ПыЧиСЂМгРЧ ППјУЖХО РЇРЧ НУАјМКРЛ АэЗСЧи ЁЎМвЧќ, АцЗЎ, ОШРќ, ЙЋРќПј ЕюЁЏРЧ АќСЁПЁМ ПыЧиППјРИЗЮМ ХзИЃЙд(Thermit) ЙнРРПЁ ТјИёЧи РќМБСЂМгПЁ УжРћРЮ ЙпПСІИІ ЙпАпЧЯАэ Бз ЙнРРПРЛ РЬПыЧпДй.ХзИЃЙд ЙнРРРЬЖѕ, ЙЬММЧб АЁЗчИ№ОчРЧ БнМгАњ БнМгЛъШЙАРЛ ШЅЧеЧб АЭПЁ ЙнРР АГНУПРЛ СжОњРЛ ЖЇ АЗФЧб ЙпПРЛ МіЙнЧб ПЌМтРћРЮ ЛъШШЏПјЙнРРРЬ РЯОюГЊДТ АЭРЛ АЁИЎХАИч, РЯЙнРћРЮ АЭРИЗЮДТ УЖЕЕЗЙРЯПЁМРЧ ЧіСіПыСЂБтМњЗЮ ОЫЗССЎ РжДй.2. ЙнРРПыБт Йз ПыЧиСЂМгФЁБИРЧ БИСЖПыЧиСЂМгРЛ АЃЦэЧЯАэ РЯСЄЧб ЧАСњЗЮ НЧЧіЧЯБт РЇЧи <БзИВ1>ПЁ ГЊХИГН ЙнРРПыБт(ГЛШПыБт)ИІ АГЙпЧпДй. ЙнРРПыБтДТ Оч ГЁПЁ РќМБ Л№РдПы БИИлРЛ МГФЁЧб ПјХыБИСЖРЬИч, ХзИЃЙд ЙнРРРЛ РЯРИХАДТ ЙпПСІ, Хы И№ОчРЧ УЖЦЧ, ХыУМ(ММЖѓЙЭМЖРЏСІ), ОЫЗчЙЬДН ПјСжЗЮ БИМКЕШДй. ЙнРРПыБтРЧ ЧќЛѓЁЄФЁМі, ЙпПСІРЧ Оч, РЬЧќСІРЧ РчСњ ЕюРК ЧіСіПЁМ АЁРх РћЧеЧб СЂМгСЖАЧРЛ АЎУт Мі РжЕЕЗЯ АГЙпЧпДй.ЙнРРПыБтРЧ ХЉБтДТ Їj90ЇЎ(ПмАц)ЁП150ЇЎ(БцРЬ)РЬАэ, ЙЋАдДТ Ор 1.2ЇИРЬДй.(ACSR 410ЇБСЂМгПы)ЖЧ ПыЧиСЂМг НУ РќМБКИСі ЕюРЛ ИёРћРИЗЮ, <БзИВ2>ПЁ ГЊХИГН ПыЧиСЂМгФЁБИИІ ЧдВВ АГЙпЧпДй.
 3. ПыЧиСЂМгРЧ ПјИЎПЭ АњСЄРЬЧЯ, РЬЙј АГЙпЧб ЙнРРПыБтПЭ ПыЧиСЂМгФЁБИ(щСњАяШсйіНЮ§)ИІ РЬПыЧб ПыЧиСЂМгРЧ ПјИЎПЭ АњСЄПЁ АќЧиМ МГИэЧбДй.ПыЧи СЂМгЧв ЖЇ РќМБПЁДТ ПыЧиКЮРЧ ЖпАХПю ЙАРЬ ЛѕОюГЊПРДТ АЭРЛ ЙцСіЧЯДТ НЧ(Seal)Ањ ИТДыДТ РќМБРЧ РЬЕПЗЎРЛ СІЧбЧЯДТ НКХфЦлИІ МГФЁЧб ШФ, ЙнРРПыБтПЁ РќМБРЛ Л№РдЧЯАэ ПыЧиСЂМгПы ФЁБИЗЮ АэСЄЧбДй. ФЁБИРЧ ФкРЯНКЧСИЕРЛ ДмДмШї АэСЄНУХААэ ОчУј РќМБПЁ ДыЧи СпНЩЙцЧтРИЗЮ РЬЕПЗТРЛ КЮАЁЧдРИЗЮНс СиКёРлОїРК ПЯЗсЕШДй.СЁШБтЗЮ ЙпШНУХАИщ ЙпПСІ ХзИЃЙд ЙнРРРИЗЮ РЮЧб ЙпЛ§ ПРК РќМБРЛ ПЙПЧЯИщМ СпОгРЧ ОЫЗчЙЬДНПјСжПЁ С§СпЧЯАэ РЬИІ ГьРЬБт НУРлЧбДй. ОЫЗчЙЬДН ПјСжРЧ ПыЧиПЭ ЧдВВ ФкРЯНКЧСИЕРЧ ШћПЁ РЧЧи РќМБРК СпНЩЙцЧтРИЗЮ РЬЕПЧбДй. ЕПНУПЁ ГьРЮ ОЫЗчЙЬДНРЬ ОЫЗчЙЬДН МвМБ АЃРЧ КѓЦДРЛ УЄПђРИЗЮНс ПРќЕЕАЁ ГєОЦСіАэ ОЫЗчЙЬДН МвМБРК ДмЙјПЁ ПыЧиЕЧИщМ ЛѓШЃАЃРЧ РќМБРЬ РЯУМШ ЕШДй. ЖЧ ПыЧиЕШ ОЫЗчЙЬДНРЧ РЯКЮДТ ЖпАХПю ЙАПѕЕЂРЬЗЮ ЙаОю ПУИАДй.УжСОДмАшПЁМ РќМБРЬЕПРК НКХфЦлПЁ РЧЧи ИиУпАэ, ЙнРРСОНФАњ ЧдВВ ПыЧиКЮКа ПРК РќМБПЁМ ЙцПЕЧОю ГУАЂЁЄРРАэЕЧБт НУРлЧбДй. ЧбЦэ, ЖпАХПю ЙАПѕЕЂРЬЗЮ ЙаОю ПУИА ОЫЗчЙЬДНРК ПыЧиКЮРЧ РРАэ МіУрЕШ КЮКаРЛ УЄПі АсЧд ЙпЛ§РЛ ЙцСіЧбДй.ГЛКЮ ПТЕЕАЁ УцКаШї ЖГОюСј НУСЁ(410ЇБПЁМ СЁШ ШФ 20Ка ЙцФЁ)ПЁМ ЙпПСІРЧ ПЌМв ННЗЏБз(slug)ИІ ЕЮЕщАм СЂМгКЮИІ ВЈГЛАэ, ОрАЃРЧ ЧЅИщ ПЯМКРЛ АХУФ ПыЧиСЂМгРЛ ПЯЗсЧбДй(УЖЦЧРК ЙнРИЗЮ ГЊДЖ БИСЖРЬБт ЖЇЙЎПЁ АЃДмЧЯАд СІАХЧв Мі РжДй).ПыЧиСЂМгКЮПЭ БтКЛЦЏМК1. МКДЩАГЙпЧб АјЙ§РЛ ХыЧи РќМББцРЬ 410ЇБИІ ДыЛѓРИЗЮ Чб СЂМгНУЧшРЛ НЧНУЧЯАэ ПыЧиСЂМгКЮРЧ БтКЛЦЏМКРЛ АЫСѕЧпДй.ПмАќРЧ ЦђАЁ <БзИВ3>ПЁМ ПыСЂКЮПЭ ОчТЪ МвМБКЮПЁ И№ЕЮ РќМБРЬ ОуДйЕчСі ХЉЗЂ РЬЛѓРЬ ОјОњДй. ЖЧ ЧіЙЬАц СЖСїРЛ ХыЧб ГЛКЮАќТћ <БзИВ4>ПЁМ ПыЧиКЮДТ ПЯРќЧб СжСЖСЖСїРЛ АЎАэ РжРИИч БтАј ЕюРЧ ГЛКЮАсЧдЕЕ СИРчЧЯСі ОЪДТДйДТ ЛчНЧРЛ ШЎРЮЧпДй. ЖЧЧб ПыЧиСЂМгПЁМДТ АНЩРЬ ПыЧиЕЧДТ АЭРК ОЦДЯСіИИ ЙнРРПЁ ЕћЖѓ ОЫЗчЙЬДНАњДТ БнМгРИЗЮ АсЧеЧЯАэ РжДй.АдДйАЁ СЂМгКЮРЧ РќБтРћЁЄБтАшРћРЮ ЦЏМКРК ИёЧЅМКДЩРЛ ЁЎРќБтРњЧзРК СЂМгРќМБРЧ РњЧз АЊ РЬЧЯЁЏ, ЁЎРЮРхАЕЕДТ РќМБ УжМв РЮРхЧЯСпРЧ 30%РЬЛѓ(СЁЧСННИЎКъ БдАнФЁ)ЁЏРИЗЮ ЦђАЁИІ НЧНУЧи И№ЕЮ УцКаЧб МКДЩРЛ АЎАэ РжДйДТ АЭРЛ ШЎРЮЧпДй.ПыЧиСЂМгКЮРЧ РќБтРњЧзАњ РЮРхАЕЕРЧ ЦђБеАЊРЛ <ЧЅ1>ПЁ ГЊХИГТДй. 3. ПыЧиСЂМгРЧ ПјИЎПЭ АњСЄРЬЧЯ, РЬЙј АГЙпЧб ЙнРРПыБтПЭ ПыЧиСЂМгФЁБИ(щСњАяШсйіНЮ§)ИІ РЬПыЧб ПыЧиСЂМгРЧ ПјИЎПЭ АњСЄПЁ АќЧиМ МГИэЧбДй.ПыЧи СЂМгЧв ЖЇ РќМБПЁДТ ПыЧиКЮРЧ ЖпАХПю ЙАРЬ ЛѕОюГЊПРДТ АЭРЛ ЙцСіЧЯДТ НЧ(Seal)Ањ ИТДыДТ РќМБРЧ РЬЕПЗЎРЛ СІЧбЧЯДТ НКХфЦлИІ МГФЁЧб ШФ, ЙнРРПыБтПЁ РќМБРЛ Л№РдЧЯАэ ПыЧиСЂМгПы ФЁБИЗЮ АэСЄЧбДй. ФЁБИРЧ ФкРЯНКЧСИЕРЛ ДмДмШї АэСЄНУХААэ ОчУј РќМБПЁ ДыЧи СпНЩЙцЧтРИЗЮ РЬЕПЗТРЛ КЮАЁЧдРИЗЮНс СиКёРлОїРК ПЯЗсЕШДй.СЁШБтЗЮ ЙпШНУХАИщ ЙпПСІ ХзИЃЙд ЙнРРРИЗЮ РЮЧб ЙпЛ§ ПРК РќМБРЛ ПЙПЧЯИщМ СпОгРЧ ОЫЗчЙЬДНПјСжПЁ С§СпЧЯАэ РЬИІ ГьРЬБт НУРлЧбДй. ОЫЗчЙЬДН ПјСжРЧ ПыЧиПЭ ЧдВВ ФкРЯНКЧСИЕРЧ ШћПЁ РЧЧи РќМБРК СпНЩЙцЧтРИЗЮ РЬЕПЧбДй. ЕПНУПЁ ГьРЮ ОЫЗчЙЬДНРЬ ОЫЗчЙЬДН МвМБ АЃРЧ КѓЦДРЛ УЄПђРИЗЮНс ПРќЕЕАЁ ГєОЦСіАэ ОЫЗчЙЬДН МвМБРК ДмЙјПЁ ПыЧиЕЧИщМ ЛѓШЃАЃРЧ РќМБРЬ РЯУМШ ЕШДй. ЖЧ ПыЧиЕШ ОЫЗчЙЬДНРЧ РЯКЮДТ ЖпАХПю ЙАПѕЕЂРЬЗЮ ЙаОю ПУИАДй.УжСОДмАшПЁМ РќМБРЬЕПРК НКХфЦлПЁ РЧЧи ИиУпАэ, ЙнРРСОНФАњ ЧдВВ ПыЧиКЮКа ПРК РќМБПЁМ ЙцПЕЧОю ГУАЂЁЄРРАэЕЧБт НУРлЧбДй. ЧбЦэ, ЖпАХПю ЙАПѕЕЂРЬЗЮ ЙаОю ПУИА ОЫЗчЙЬДНРК ПыЧиКЮРЧ РРАэ МіУрЕШ КЮКаРЛ УЄПі АсЧд ЙпЛ§РЛ ЙцСіЧбДй.ГЛКЮ ПТЕЕАЁ УцКаШї ЖГОюСј НУСЁ(410ЇБПЁМ СЁШ ШФ 20Ка ЙцФЁ)ПЁМ ЙпПСІРЧ ПЌМв ННЗЏБз(slug)ИІ ЕЮЕщАм СЂМгКЮИІ ВЈГЛАэ, ОрАЃРЧ ЧЅИщ ПЯМКРЛ АХУФ ПыЧиСЂМгРЛ ПЯЗсЧбДй(УЖЦЧРК ЙнРИЗЮ ГЊДЖ БИСЖРЬБт ЖЇЙЎПЁ АЃДмЧЯАд СІАХЧв Мі РжДй).ПыЧиСЂМгКЮПЭ БтКЛЦЏМК1. МКДЩАГЙпЧб АјЙ§РЛ ХыЧи РќМББцРЬ 410ЇБИІ ДыЛѓРИЗЮ Чб СЂМгНУЧшРЛ НЧНУЧЯАэ ПыЧиСЂМгКЮРЧ БтКЛЦЏМКРЛ АЫСѕЧпДй.ПмАќРЧ ЦђАЁ <БзИВ3>ПЁМ ПыСЂКЮПЭ ОчТЪ МвМБКЮПЁ И№ЕЮ РќМБРЬ ОуДйЕчСі ХЉЗЂ РЬЛѓРЬ ОјОњДй. ЖЧ ЧіЙЬАц СЖСїРЛ ХыЧб ГЛКЮАќТћ <БзИВ4>ПЁМ ПыЧиКЮДТ ПЯРќЧб СжСЖСЖСїРЛ АЎАэ РжРИИч БтАј ЕюРЧ ГЛКЮАсЧдЕЕ СИРчЧЯСі ОЪДТДйДТ ЛчНЧРЛ ШЎРЮЧпДй. ЖЧЧб ПыЧиСЂМгПЁМДТ АНЩРЬ ПыЧиЕЧДТ АЭРК ОЦДЯСіИИ ЙнРРПЁ ЕћЖѓ ОЫЗчЙЬДНАњДТ БнМгРИЗЮ АсЧеЧЯАэ РжДй.АдДйАЁ СЂМгКЮРЧ РќБтРћЁЄБтАшРћРЮ ЦЏМКРК ИёЧЅМКДЩРЛ ЁЎРќБтРњЧзРК СЂМгРќМБРЧ РњЧз АЊ РЬЧЯЁЏ, ЁЎРЮРхАЕЕДТ РќМБ УжМв РЮРхЧЯСпРЧ 30%РЬЛѓ(СЁЧСННИЎКъ БдАнФЁ)ЁЏРИЗЮ ЦђАЁИІ НЧНУЧи И№ЕЮ УцКаЧб МКДЩРЛ АЎАэ РжДйДТ АЭРЛ ШЎРЮЧпДй.ПыЧиСЂМгКЮРЧ РќБтРњЧзАњ РЮРхАЕЕРЧ ЦђБеАЊРЛ <ЧЅ1>ПЁ ГЊХИГТДй.
 2. СЂМгКЮ СжРЇРЧ ППЕЧтПыЧиСЂМгПЁМДТ СЂМгКЮ СжРЇРЧ РќМБПЁЕЕ П ПЕЧтРЬ АЁЧиСіБт ЖЇЙЎПЁ Бз ПЕЧтЙќРЇИІ МвМБ АЕЕКаЦїРЧ УјСЄРИЗЮ ЦђАЁЧпДй. Бз АсАњ ОЫЗчЙЬДН МвМБПЁМДТ СЂМгКЮ СпНЩПЁМ Ор 230ЇЎ, АМвМБПЁМДТ ЖШААРЬ Ор 65ЇЎБюСі ПЌШАцЧтРЬ РжДйДТ ЛчНЧРЛ ШЎРЮЧпДй.ПыЧиСЂМгКЮРЧ РхБт НХЗкМКПыЧиСЂМгКЮРЧ РхБт НХЗкМКРЛ АЫСѕЧЯБт РЇЧи <ЧЅ2>ПЁ ГЊХИГН АЂСО НХЗкМК ЦђАЁНУЧшРЛ НЧНУЧЯАэ И№ЕЮ НУЧш ШФПЁЕЕ УЪБтРЧ ПфБИ МКДЩРЛ РЏСіЧЯАэ РжДйДТ ЛчНЧРЛ ШЎРЮЧпДй.ЦЏШї, ЛьМі ШїЦЎ ЛчРЬХЌ НУЧшПЁМДТ СОЗЁАјЙ§(ОаУрСЂМг)АњРЧ КёБГИІ НЧНУЧЯАэ ПыЧиСЂМгРЛ АњПДыУЅРИЗЮ РћПыЧб АцПьРЧ РЏШПМКРЛ АЫСѕЧпДй. НУЧшПЁМДТ ХыРќРЛ ХыЧи РќМБРЛ 180ЁЩ ПЁ 30КаАЃ ПТРќЧЯАд РЏСіЧЯАэ, РЬОюМ ХыРќСЄСі ШФ ЛьМіЗЮ ЛѓПТБюСі ГУАЂЧЯДТ СЖРлРЛ ЙнКЙЧЯАэ РжДй.ЖЧ ИэШЎЧб ПШСјЧрРЛ РчЧіЧЯБт РЇЧи ПыЧиСЂМг, ОаУрСЂМг(СЁЧСННИЎКъ) И№ЕЮ СЂМгКЮ ЧЅИщРЧ ПЌИЖ УГИЎИІ РЯР§ ЧЯСі ОЪАэ БИРќМБРЛ СЂМгЧЯИщМ ЕПНУПЁ СЁЧСННИЎКъДТ ФоЦФПюЕхИІ УцРќЧЯСі ОЪАэ ОаУрЧЯАэ РжДй.<БзИВ5> Йз <БзИВ6>ПЁ НУЧшАсАњИІ ГЊХИГТДй. СЁЧСННИЎКъПЁМДТ ПШАЁ КаИэЧЯАд СјЧрЕЧАэ РжРИИч<БзИВ5>, СЂМгКЮ ПТЕЕДТ РќМБРЧ ПТЕЕ РЬЛѓРИЗЮ ЛѓНТЧи КвОШСЄЧб ОчЛѓРЛ ГЊХИГЛАэ РжДй.ЧбЦэ, ПыЧиСЂМгПЁМДТ СЂМгКЮ ПТЕЕДТ ЧзЛѓ РќМБПТЕЕ РЬЧЯЗЮ ОШСЄЕХ РжРИИч<БзИВ6>, РЬ АсАњПЁМЕЕ ПыЧиСЂМгРЬ АњПДыУЅБтМњ(ЧзБИ ДыУЅ)ЗЮМ ШПАњРћРЬЖѓДТ ЛчНЧРЛ ШЎРЮЧпДй. 2. СЂМгКЮ СжРЇРЧ ППЕЧтПыЧиСЂМгПЁМДТ СЂМгКЮ СжРЇРЧ РќМБПЁЕЕ П ПЕЧтРЬ АЁЧиСіБт ЖЇЙЎПЁ Бз ПЕЧтЙќРЇИІ МвМБ АЕЕКаЦїРЧ УјСЄРИЗЮ ЦђАЁЧпДй. Бз АсАњ ОЫЗчЙЬДН МвМБПЁМДТ СЂМгКЮ СпНЩПЁМ Ор 230ЇЎ, АМвМБПЁМДТ ЖШААРЬ Ор 65ЇЎБюСі ПЌШАцЧтРЬ РжДйДТ ЛчНЧРЛ ШЎРЮЧпДй.ПыЧиСЂМгКЮРЧ РхБт НХЗкМКПыЧиСЂМгКЮРЧ РхБт НХЗкМКРЛ АЫСѕЧЯБт РЇЧи <ЧЅ2>ПЁ ГЊХИГН АЂСО НХЗкМК ЦђАЁНУЧшРЛ НЧНУЧЯАэ И№ЕЮ НУЧш ШФПЁЕЕ УЪБтРЧ ПфБИ МКДЩРЛ РЏСіЧЯАэ РжДйДТ ЛчНЧРЛ ШЎРЮЧпДй.ЦЏШї, ЛьМі ШїЦЎ ЛчРЬХЌ НУЧшПЁМДТ СОЗЁАјЙ§(ОаУрСЂМг)АњРЧ КёБГИІ НЧНУЧЯАэ ПыЧиСЂМгРЛ АњПДыУЅРИЗЮ РћПыЧб АцПьРЧ РЏШПМКРЛ АЫСѕЧпДй. НУЧшПЁМДТ ХыРќРЛ ХыЧи РќМБРЛ 180ЁЩ ПЁ 30КаАЃ ПТРќЧЯАд РЏСіЧЯАэ, РЬОюМ ХыРќСЄСі ШФ ЛьМіЗЮ ЛѓПТБюСі ГУАЂЧЯДТ СЖРлРЛ ЙнКЙЧЯАэ РжДй.ЖЧ ИэШЎЧб ПШСјЧрРЛ РчЧіЧЯБт РЇЧи ПыЧиСЂМг, ОаУрСЂМг(СЁЧСННИЎКъ) И№ЕЮ СЂМгКЮ ЧЅИщРЧ ПЌИЖ УГИЎИІ РЯР§ ЧЯСі ОЪАэ БИРќМБРЛ СЂМгЧЯИщМ ЕПНУПЁ СЁЧСННИЎКъДТ ФоЦФПюЕхИІ УцРќЧЯСі ОЪАэ ОаУрЧЯАэ РжДй.<БзИВ5> Йз <БзИВ6>ПЁ НУЧшАсАњИІ ГЊХИГТДй. СЁЧСННИЎКъПЁМДТ ПШАЁ КаИэЧЯАд СјЧрЕЧАэ РжРИИч<БзИВ5>, СЂМгКЮ ПТЕЕДТ РќМБРЧ ПТЕЕ РЬЛѓРИЗЮ ЛѓНТЧи КвОШСЄЧб ОчЛѓРЛ ГЊХИГЛАэ РжДй.ЧбЦэ, ПыЧиСЂМгПЁМДТ СЂМгКЮ ПТЕЕДТ ЧзЛѓ РќМБПТЕЕ РЬЧЯЗЮ ОШСЄЕХ РжРИИч<БзИВ6>, РЬ АсАњПЁМЕЕ ПыЧиСЂМгРЬ АњПДыУЅБтМњ(ЧзБИ ДыУЅ)ЗЮМ ШПАњРћРЬЖѓДТ ЛчНЧРЛ ШЎРЮЧпДй.
 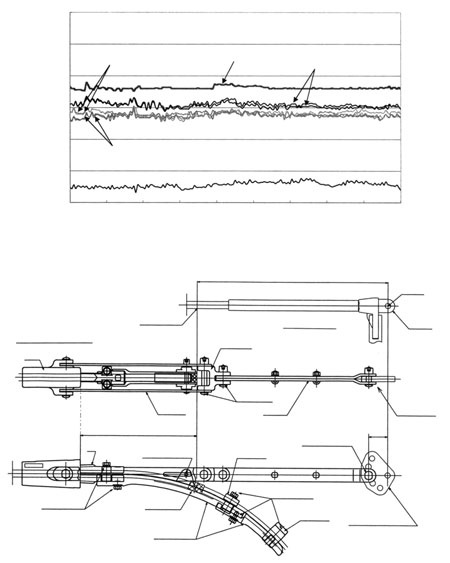 НУАјШЏАцАњ Бз ДыУЅПыЧиСЂМгКЮРЧ ЧАСњРК ЙпПСІРЧ ЙпПЗЎАњ РќМБРИЗЮКЮХЭРЧ ПЙцЛъ ЙыЗБНКЗЮ АсСЄЕХ РЬАЭРЬ ЙЋГЪСј АцПьДТ СЄЛѓРћРЮ ПыЧиСЂМгРЛ НЧЧіЧв Мі ОјДй.РЬИІ РЇЧи ЧіСі НУАјШЏАцРИЗЮМ РЬ ПЙцЛъ ЙыЗБНКПЁ ПЕЧтРЛ СжДТ СжПф ПјРЮРИЗЮ ЧГМгАњ БтПТПЁ АќЧи ЦђАЁИІ НЧНУЧпДй.ПьМБ ЧГМгПЁ АќЧиМДТ РќМБАЕЕПЁ ДыЧб СЂМгКЮРЧ АЕЕКёРВЗЮДТ ЙйЖїРЬ ОјРЛ ЖЇАЁ 35%РќШФ(ИёЧЅ АЊРК 30%РЬЛѓ)РЮЕЅ ЙнЧи, ЧГМг 3m/sПЁМДТ 27%, 6m/sПЁМДТ Ор 18%БюСі РњЧЯЕШДйДТ ЛчНЧРЬ ЦЧИэЕЦДй. ЖЧ БтПТРК ДйМв ЧуПыЙќРЇАЁ ГаОюСіДТЕЅ БиДмРћРИЗЮ АэЁЄРњПТРЬ ЕШ АцПьПЁДТ ЙйЖїАњ ЕПРЯЧб АЕЕ РњЧЯГЊ АсЧдЙпЛ§РЬ РЯОюГЊДТ АЭРИЗЮ ЦЧИэЕЦДй.РЬЕщ ЧАСњРњЧЯ ПфРЮРЧ ДыУЅРИЗЮ, НУАјЧв ЖЇ ЙйЖїРЛ ЧЧЧЯДТ АЭАњ ДмПШПАњИІ ИёРћРИЗЮ Чб ЁЎГЛПМК ЙцЧГ ЕЄАГЁЏИІ МГФЁЧдРИЗЮНс Бз ПЕЧтРЛ ПЯШЧв Мі РжДйДТ ЛчНЧРЛ ШЎРЮЧпДй. ЧГМгРК 10m/sБюСі БтПТРК 0~40ЁЩ БюСіРЧ НУАјШЏАцПЁ ДыРРЧв Мі РжАд ЕЦДй.ПыЧиСЂМгРЧ РћПыШЎДыАГЙп УЪБтДмАшПЁМДТ ACSR 410ЇБИІ ЦђАЁДыЛѓРИЗЮМ КЛ АјЙ§РЧ АГЙпРЛ СјЧрЧи ПдСіИИ УжСОРћРИЗЮДТ 240ЇБЁ810ЇББюСіРЧ РћПыШЎДыАЫХфИІ УпСјЧи АХРЧ И№Еч ЛчРЬСюПЁМ РћПыРЬ АЁДЩЧЯЕЕЗЯ ЧпДй. ЙнРРПыБтПЁ АќЧиМДТ РќМБ БцРЬПЁ ЕћЖѓ ЧЪПфЧб ЙпПЗЎРЬ ДйИЃБт ЖЇЙЎПЁ РќМБ БцРЬ ИЖДй АГКАМГАшИІ НЧНУЧпДй. ЧбЦэ, ПыЧиСЂМгПы ФЁБИДТ ХЌЗЅЧСКЮПЭ ФкРЯНКЧСИЕ ХЉБтПЁ ТїРЬДТ РжСіИИ СжПфКЮКаРК ЕПРЯЧАРИЗЮ ДыРРРЬ АЁДЩЧЯДй.ЖЧ ЙцНФРќМБПЁ ДыЧиМЕЕ СЂМгКЮ СжРЇРЧ ЙцНФСІИІ ЛчРќПЁ СІАХЧдРИЗЮНс БтКЛМКДЩ, СЂМгКЮ СЖСї Еб Дй ЙцНФСІАЁ ОјДТ РЯЙн РќМБАњ ЕПРЯЧб СЂМгЧАСњРЛ ОђРЛ Мі РжДйДТ ЛчНЧРЛ ШЎРЮЧв Мі РжОњАэ КЛ АјЙ§РЧ ЙцНФРќМБРЧ РћПыЕЕ АЁДЩЧЯАд ЧпДй.ЧіСіЧАСњ АќИЎЙцЙ§РЧ ШЎИГСЂМгКЮ АЕЕАЁ ЖГОюСіДТ ПјРЮРИЗЮДТ ПыЧиСЂМг АњСЄПЁМ ОюЖАЧб ПфРЮРИЗЮ ПРЬ АњРзРИЗЮ ЛЉОбАм, ПЗЎКЮСЗРИЗЮ КвПыЧиКЮАЁ ЙпЛ§ЧЯДТ АЭПЁ БтРЮЧбДй.ЕћЖѓМ СЂМг ЧСЗЮММНКПЁ РћСЄЧб ПЗЎРЛ СжОњДТСіИІ ЦЧСЄЧЯДТ ЙцЙ§РИЗЮ РќМББдСЄРЇФЁПЁ ЛчРќПЁ ПТЕЕАЫСіЗЙКЇРЛ МГФЁЧЯАэ ДчЧиКЮПЁ УжАэПТЕЕРЬЗТРЛ АќИЎЧЯДТ ЙцЙ§РЛ ШЎИГЧпДй. РЬ ЙцЙ§ПЁ ЕћИЃИщ СЂМгЧСЗЮМММПЁМ ЖѓКЇКЮРЧ ПТЕЕИІ АќИЎЧЯДТ АЭИИРИЗЮ СЂМгКЮРЧ ЧАСњРЛ ЖГОюЦЎИЎСі ОЪАэ ПыРЬЧЯАд ЦЧДмЧв Мі РжДй.ДѕПэРЬ СЂМгКЮ ПмАќОчШЃИІ АЃДмЧЯАд ЦЧСЄЧЯБт РЇЧи ПѕЕЂРЬ АдРЬСіИІ РЬПыЧЯДТ ЙцЙ§ЕЕ ШЎИГЧпДй.БтМГАГМіПы НћБт ХЌЗЅЧС АГЙп1. АГМіПы НћБт ХЌЗЅЧС АГПфРЬЙј АГЙпЧб ПыЧиСЂМгАјЙ§РЛ ТїДм АГМвПЁ РћПыЧЯБт РЇЧиМДТ СЂМгКЮ АЕЕАЁ РќМБАЕЕРЧ 30% СЄЕЕПЉОп ЧбДй. ЖЧЧб СЂМгКЮ СжРЇРЧ РќМБРК ОеПЁМ МГИэЧб П ПЕЧтРЛ ЙоАэ РжДйДТ АЭРЛ ЙйХСРИЗЮ ДчЧи СЂМгКЮИІ КИШЃЧб РќМБРЛ ПђФбСуДТ Й§РЛ АГЙпЧв ЧЪПфАЁ РжДй.БзЗЁМ ОаУрХЌЗЅЧСРЧ АцАЃ УјПЁМ РќМБРЛ Р§ДмЧЯАэ АцАЃ Уј БИРќМБАњ НХСЁЧС РќМБРЛ ПыЧиСЂМгЧб ШФ ПыЧи СЂМгКЮ АцАЃ Уј(П ПЕЧтРЛ ЙоСі ОЪРК КЮРЇ)РЛ Оч НћБт ХЌЗЅЧСЗЮ ТїДмЧЯДТ АјЙ§РЛ АГЙпЧпДй.КЛ АГМіАјЙ§РЧ РЬЙЬСі Йз ЛѕЗгАд АГЙпЧб АГМіПы НћБт ХЌЗЅЧСРЧ БИСЖИІ <БзИВ7>ПЁ ГЊХИГТДй.2. АГМіПы НћБт ХЌЗЅЧСРЧ НХЗкМКЦђАЁАГМіПы ХЌЗЅЧС АГЙпПЁ ОеМ <ЧЅ3>ПЁ ГЊХИГН НХЗкМК ЦђАЁНУЧшРЛ НЧНУЧЯАэ И№ЕЮ НУЧш ШФПЁЕЕ ХЌЗЅЧС АЂ КЮ, РќМБ, ПыЧи СЂМгКЮ И№ЕЮ РќЧє РЬЛѓРЬ ОјРНРЛ ШЎРЮЧпДй.3. ЙцНФРќМБПЁ ДыЧб РћПыАЫХфПыЧиСЂМгРЧ ЙцНФРќМБ(лСукяГрЪ)ПЁ ДыЧб РћПыШЎДыПЁ ИТУчМ КЛ НћБт ХЌЗЅЧСИІ ЙцНФРќМБПЁ РћПыЧв Мі РжЕЕЗЯ НћБтИІ ПђФбСц ЖЇ ОЫЗчЙЬДН МБАњ АНЩ АЃРЧ ННИГ(Slip)РЛ ОЫЗчЙЬДН АЁЗчИІ РЬПыЧб СѕИЖСІ(ёђиЄ№Ѕ)ЗЮ ОяСІЧЯДТ АјЙ§РЛ АГЙпЧпДй. РЬЗЮНс НћБтКЮКа АНЩМБ СжРЇРЧ ЙцНФСІПЁ БдСЄЗЎРЧ СѕИЖСІИІ КЮПЉЧЯДТ АЭИИРИЗЮ НћБт ХЌЗЅЧСРЧ РћПыРЬ АЁДЩЧиСГДй.ДѕПэРЬ КЛ АјЙ§РИЗЮ ЙцНФРќМБПЁ АГМіПы ХЌЗЅЧСИІ РћПыЧпРЛ ЖЇРЧ НХЗкМКПЁ АќЧиМЕЕ ОеМ МГИэЧб <ЧЅ3>ПЁ ГЊХИГН ЦђАЁНУЧшРЛ НЧНУЧЯАэ И№Еч ЧзИёПЁМ ОчШЃЧб МКДЩРЛ ШЎРЮЧпДй.БтМГ ОаУрСЂМг АГМвПЁ КЛ АјЙ§РЛ РћПыЧдРИЗЮНс СЂМгКЮРЧ РќБтРћЁЄБтАшРћРЮ НХЗкМК ЧтЛѓРК ЙАЗа СЄБтРћ АњПСЁАЫРК КвЧЪПфЧЯБт ЖЇЙЎПЁ КИМіКёПы ЛшАЈПЁ БтПЉЧв Мі РжРЛ АЭРИЗЮ БтДыЧЯАэ РжДй.РЬЙј АГЙпЧб ПыЧиСЂМгАјЙ§РК 2003ГтИЛ БюСі УђПьКЮРќЗТ АќГЛПЁМ Ор 2УЕ АГМв, ХИРќЗТПЁМЕЕ Ор 4Йщ АГМвПЁМ УЄПыЧЯАэ РжДй. ИЖСіИЗРИЗЮ КЛ АјЙ§ АГЙпПЁ ЧљЗТЧи СжНХ АќАшАЂРЇРЧ КаЕщВВ БэРЬ АЈЛчЧв ЕћИЇРЬДй. НУАјШЏАцАњ Бз ДыУЅПыЧиСЂМгКЮРЧ ЧАСњРК ЙпПСІРЧ ЙпПЗЎАњ РќМБРИЗЮКЮХЭРЧ ПЙцЛъ ЙыЗБНКЗЮ АсСЄЕХ РЬАЭРЬ ЙЋГЪСј АцПьДТ СЄЛѓРћРЮ ПыЧиСЂМгРЛ НЧЧіЧв Мі ОјДй.РЬИІ РЇЧи ЧіСі НУАјШЏАцРИЗЮМ РЬ ПЙцЛъ ЙыЗБНКПЁ ПЕЧтРЛ СжДТ СжПф ПјРЮРИЗЮ ЧГМгАњ БтПТПЁ АќЧи ЦђАЁИІ НЧНУЧпДй.ПьМБ ЧГМгПЁ АќЧиМДТ РќМБАЕЕПЁ ДыЧб СЂМгКЮРЧ АЕЕКёРВЗЮДТ ЙйЖїРЬ ОјРЛ ЖЇАЁ 35%РќШФ(ИёЧЅ АЊРК 30%РЬЛѓ)РЮЕЅ ЙнЧи, ЧГМг 3m/sПЁМДТ 27%, 6m/sПЁМДТ Ор 18%БюСі РњЧЯЕШДйДТ ЛчНЧРЬ ЦЧИэЕЦДй. ЖЧ БтПТРК ДйМв ЧуПыЙќРЇАЁ ГаОюСіДТЕЅ БиДмРћРИЗЮ АэЁЄРњПТРЬ ЕШ АцПьПЁДТ ЙйЖїАњ ЕПРЯЧб АЕЕ РњЧЯГЊ АсЧдЙпЛ§РЬ РЯОюГЊДТ АЭРИЗЮ ЦЧИэЕЦДй.РЬЕщ ЧАСњРњЧЯ ПфРЮРЧ ДыУЅРИЗЮ, НУАјЧв ЖЇ ЙйЖїРЛ ЧЧЧЯДТ АЭАњ ДмПШПАњИІ ИёРћРИЗЮ Чб ЁЎГЛПМК ЙцЧГ ЕЄАГЁЏИІ МГФЁЧдРИЗЮНс Бз ПЕЧтРЛ ПЯШЧв Мі РжДйДТ ЛчНЧРЛ ШЎРЮЧпДй. ЧГМгРК 10m/sБюСі БтПТРК 0~40ЁЩ БюСіРЧ НУАјШЏАцПЁ ДыРРЧв Мі РжАд ЕЦДй.ПыЧиСЂМгРЧ РћПыШЎДыАГЙп УЪБтДмАшПЁМДТ ACSR 410ЇБИІ ЦђАЁДыЛѓРИЗЮМ КЛ АјЙ§РЧ АГЙпРЛ СјЧрЧи ПдСіИИ УжСОРћРИЗЮДТ 240ЇБЁ810ЇББюСіРЧ РћПыШЎДыАЫХфИІ УпСјЧи АХРЧ И№Еч ЛчРЬСюПЁМ РћПыРЬ АЁДЩЧЯЕЕЗЯ ЧпДй. ЙнРРПыБтПЁ АќЧиМДТ РќМБ БцРЬПЁ ЕћЖѓ ЧЪПфЧб ЙпПЗЎРЬ ДйИЃБт ЖЇЙЎПЁ РќМБ БцРЬ ИЖДй АГКАМГАшИІ НЧНУЧпДй. ЧбЦэ, ПыЧиСЂМгПы ФЁБИДТ ХЌЗЅЧСКЮПЭ ФкРЯНКЧСИЕ ХЉБтПЁ ТїРЬДТ РжСіИИ СжПфКЮКаРК ЕПРЯЧАРИЗЮ ДыРРРЬ АЁДЩЧЯДй.ЖЧ ЙцНФРќМБПЁ ДыЧиМЕЕ СЂМгКЮ СжРЇРЧ ЙцНФСІИІ ЛчРќПЁ СІАХЧдРИЗЮНс БтКЛМКДЩ, СЂМгКЮ СЖСї Еб Дй ЙцНФСІАЁ ОјДТ РЯЙн РќМБАњ ЕПРЯЧб СЂМгЧАСњРЛ ОђРЛ Мі РжДйДТ ЛчНЧРЛ ШЎРЮЧв Мі РжОњАэ КЛ АјЙ§РЧ ЙцНФРќМБРЧ РћПыЕЕ АЁДЩЧЯАд ЧпДй.ЧіСіЧАСњ АќИЎЙцЙ§РЧ ШЎИГСЂМгКЮ АЕЕАЁ ЖГОюСіДТ ПјРЮРИЗЮДТ ПыЧиСЂМг АњСЄПЁМ ОюЖАЧб ПфРЮРИЗЮ ПРЬ АњРзРИЗЮ ЛЉОбАм, ПЗЎКЮСЗРИЗЮ КвПыЧиКЮАЁ ЙпЛ§ЧЯДТ АЭПЁ БтРЮЧбДй.ЕћЖѓМ СЂМг ЧСЗЮММНКПЁ РћСЄЧб ПЗЎРЛ СжОњДТСіИІ ЦЧСЄЧЯДТ ЙцЙ§РИЗЮ РќМББдСЄРЇФЁПЁ ЛчРќПЁ ПТЕЕАЫСіЗЙКЇРЛ МГФЁЧЯАэ ДчЧиКЮПЁ УжАэПТЕЕРЬЗТРЛ АќИЎЧЯДТ ЙцЙ§РЛ ШЎИГЧпДй. РЬ ЙцЙ§ПЁ ЕћИЃИщ СЂМгЧСЗЮМММПЁМ ЖѓКЇКЮРЧ ПТЕЕИІ АќИЎЧЯДТ АЭИИРИЗЮ СЂМгКЮРЧ ЧАСњРЛ ЖГОюЦЎИЎСі ОЪАэ ПыРЬЧЯАд ЦЧДмЧв Мі РжДй.ДѕПэРЬ СЂМгКЮ ПмАќОчШЃИІ АЃДмЧЯАд ЦЧСЄЧЯБт РЇЧи ПѕЕЂРЬ АдРЬСіИІ РЬПыЧЯДТ ЙцЙ§ЕЕ ШЎИГЧпДй.БтМГАГМіПы НћБт ХЌЗЅЧС АГЙп1. АГМіПы НћБт ХЌЗЅЧС АГПфРЬЙј АГЙпЧб ПыЧиСЂМгАјЙ§РЛ ТїДм АГМвПЁ РћПыЧЯБт РЇЧиМДТ СЂМгКЮ АЕЕАЁ РќМБАЕЕРЧ 30% СЄЕЕПЉОп ЧбДй. ЖЧЧб СЂМгКЮ СжРЇРЧ РќМБРК ОеПЁМ МГИэЧб П ПЕЧтРЛ ЙоАэ РжДйДТ АЭРЛ ЙйХСРИЗЮ ДчЧи СЂМгКЮИІ КИШЃЧб РќМБРЛ ПђФбСуДТ Й§РЛ АГЙпЧв ЧЪПфАЁ РжДй.БзЗЁМ ОаУрХЌЗЅЧСРЧ АцАЃ УјПЁМ РќМБРЛ Р§ДмЧЯАэ АцАЃ Уј БИРќМБАњ НХСЁЧС РќМБРЛ ПыЧиСЂМгЧб ШФ ПыЧи СЂМгКЮ АцАЃ Уј(П ПЕЧтРЛ ЙоСі ОЪРК КЮРЇ)РЛ Оч НћБт ХЌЗЅЧСЗЮ ТїДмЧЯДТ АјЙ§РЛ АГЙпЧпДй.КЛ АГМіАјЙ§РЧ РЬЙЬСі Йз ЛѕЗгАд АГЙпЧб АГМіПы НћБт ХЌЗЅЧСРЧ БИСЖИІ <БзИВ7>ПЁ ГЊХИГТДй.2. АГМіПы НћБт ХЌЗЅЧСРЧ НХЗкМКЦђАЁАГМіПы ХЌЗЅЧС АГЙпПЁ ОеМ <ЧЅ3>ПЁ ГЊХИГН НХЗкМК ЦђАЁНУЧшРЛ НЧНУЧЯАэ И№ЕЮ НУЧш ШФПЁЕЕ ХЌЗЅЧС АЂ КЮ, РќМБ, ПыЧи СЂМгКЮ И№ЕЮ РќЧє РЬЛѓРЬ ОјРНРЛ ШЎРЮЧпДй.3. ЙцНФРќМБПЁ ДыЧб РћПыАЫХфПыЧиСЂМгРЧ ЙцНФРќМБ(лСукяГрЪ)ПЁ ДыЧб РћПыШЎДыПЁ ИТУчМ КЛ НћБт ХЌЗЅЧСИІ ЙцНФРќМБПЁ РћПыЧв Мі РжЕЕЗЯ НћБтИІ ПђФбСц ЖЇ ОЫЗчЙЬДН МБАњ АНЩ АЃРЧ ННИГ(Slip)РЛ ОЫЗчЙЬДН АЁЗчИІ РЬПыЧб СѕИЖСІ(ёђиЄ№Ѕ)ЗЮ ОяСІЧЯДТ АјЙ§РЛ АГЙпЧпДй. РЬЗЮНс НћБтКЮКа АНЩМБ СжРЇРЧ ЙцНФСІПЁ БдСЄЗЎРЧ СѕИЖСІИІ КЮПЉЧЯДТ АЭИИРИЗЮ НћБт ХЌЗЅЧСРЧ РћПыРЬ АЁДЩЧиСГДй.ДѕПэРЬ КЛ АјЙ§РИЗЮ ЙцНФРќМБПЁ АГМіПы ХЌЗЅЧСИІ РћПыЧпРЛ ЖЇРЧ НХЗкМКПЁ АќЧиМЕЕ ОеМ МГИэЧб <ЧЅ3>ПЁ ГЊХИГН ЦђАЁНУЧшРЛ НЧНУЧЯАэ И№Еч ЧзИёПЁМ ОчШЃЧб МКДЩРЛ ШЎРЮЧпДй.БтМГ ОаУрСЂМг АГМвПЁ КЛ АјЙ§РЛ РћПыЧдРИЗЮНс СЂМгКЮРЧ РќБтРћЁЄБтАшРћРЮ НХЗкМК ЧтЛѓРК ЙАЗа СЄБтРћ АњПСЁАЫРК КвЧЪПфЧЯБт ЖЇЙЎПЁ КИМіКёПы ЛшАЈПЁ БтПЉЧв Мі РжРЛ АЭРИЗЮ БтДыЧЯАэ РжДй.РЬЙј АГЙпЧб ПыЧиСЂМгАјЙ§РК 2003ГтИЛ БюСі УђПьКЮРќЗТ АќГЛПЁМ Ор 2УЕ АГМв, ХИРќЗТПЁМЕЕ Ор 4Йщ АГМвПЁМ УЄПыЧЯАэ РжДй. ИЖСіИЗРИЗЮ КЛ АјЙ§ АГЙпПЁ ЧљЗТЧи СжНХ АќАшАЂРЇРЧ КаЕщВВ БэРЬ АЈЛчЧв ЕћИЇРЬДй.
<Energy News>
http://www.energy.co.kr
|
